Screen printing is our passion, we love to do it and we do it perfect! With two automatic 8 colour presses and two 4 station manual carousells we have ample machinery for high throughput work. With 1000's of units done daily and trained printers to hand we can make sure your deadlines are hit for you. Worried about a turn around time; well give us a heads up and we will confirm if we can make it happen for you prior to quoting.
There is a lot more to it than applying your artwork to a garment, we have to make important decisions from artwork and films to screens and meshes but most importantly we have to select the inks we use to get the best results for your design. Each colour in your design require its own personal screen, screens are then layered up one after another to fit perfectly, thus producing your end design.
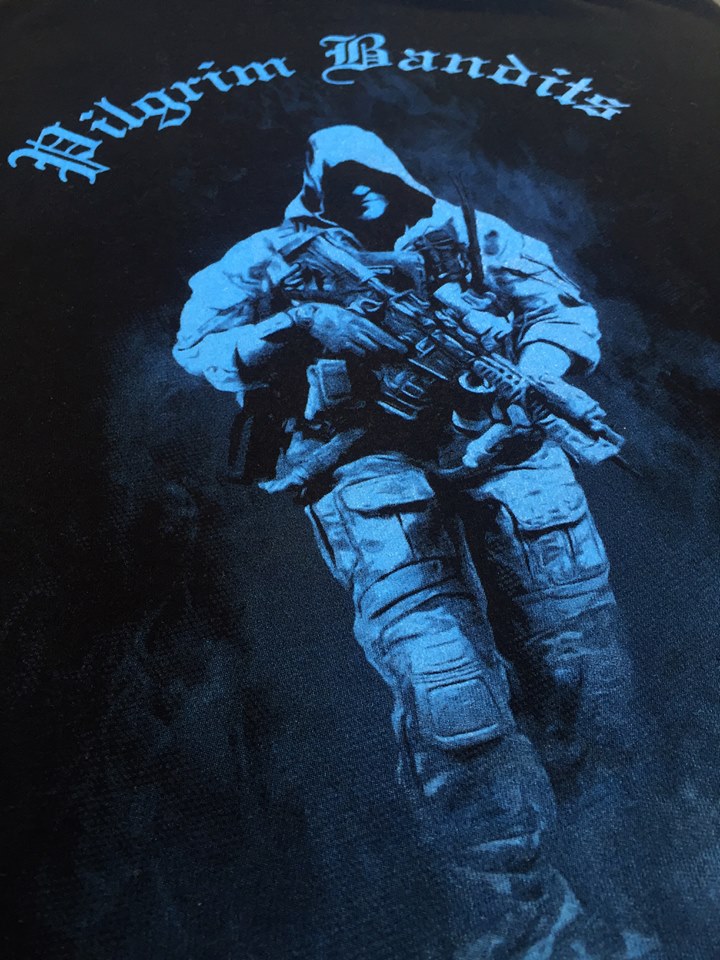
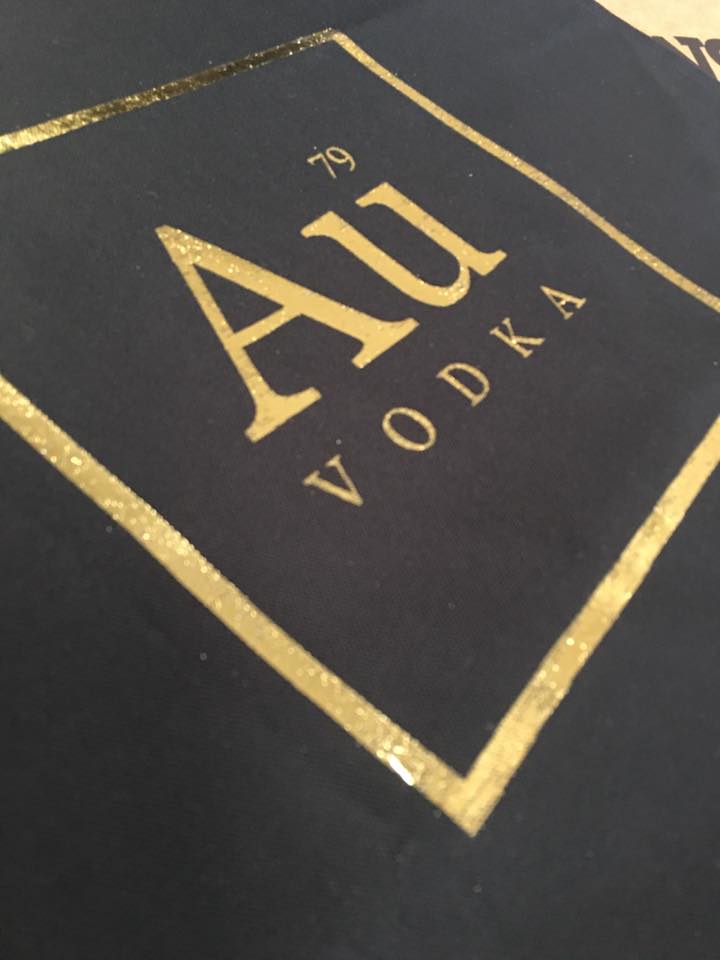
Woven Inc Ltd specialise in plastisol, water base and discharge inks but we also use special inks such as puff, gloss, reflective and glitter - if there any type of ink you would like us when screen printing for you just ask or if you would like to learn more about the types of ink we use below. It will give you a better understanding of inks.
Screen printing is a low-cost method for printing big volumes. The printing process is fast and efficient, allowing for high-volume manufacturing at a cheap per-unit cost. This makes it a popular alternative for companies and organisations wishing to generate personalised products or promotional items in large quantities. Screen printing does need specialised equipment and experience, but with the correct tools and instruction, it is a reasonably simple procedure to learn and master. Anyone wishing to manufacture high-quality, custom-printed items should consider screen printing. Consider trying your hand at screen printing; you may become the next viral phenomenon!